漆膜仪使用注意事项
精准是系统工程的产物,这句话对任何仪表的测量都适用。翻译成白话就是:如果你想让你的仪表测量准确、可靠,一定要了解仪表的使用场景和注意事项。
那么漆膜仪适应什么使用场景,以及有什么注意事项呢?根据对的国家检定规程《JJG818 磁性、电涡流式覆层厚度测量仪》、《GBT4956 磁性基体上非磁性覆盖层 覆盖层厚度测量 磁性法》以及《GBT4957 非磁性基体金属上非导电覆盖层 覆盖层厚度测量 涡流法》等标准的研究和梳理总结如下:
一、关于使用手法的问题
使用漆膜仪测量漆面的时候,发现数据飘,跳动浮动大,除了基体本身喷漆不均匀和钣金厚度不均匀以外,还可能是你的操作手法都不规范。这些是常见的错误手法。
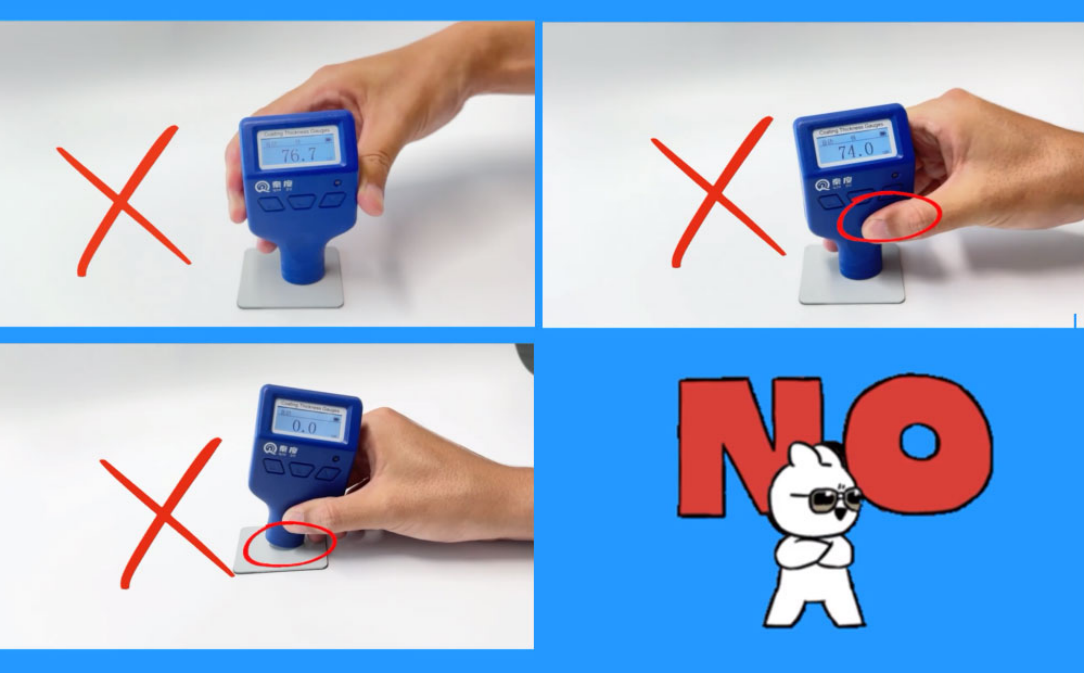
要想漆膜仪测的准,除了选择秦度这款高精度漆膜仪外,还要搭配正确的操作手法。才能最大程度发挥漆膜仪的精准测量价值。今天来教大家正确的测试方法。用拇指和食指捏住仪器凹槽,将探头垂直按压,要保持力道均匀,不要倾斜。可以看到这样测出来的数据就很稳定了。

还有一个需要注意的问题,当前市面上的漆膜仪大概分两类,一种是老款连续检测式的探头,比较大,测量周期长,一种是新一代触发检测式的探头,微型测量更快速。正因为新一代测量更快速,因此需要将漆膜仪快速利落的贴紧待测基体,个别用户就是在这个环节出了问题,探头下压过程太犹豫,导致探头没有被正确触发,数据自然测不准。

二、常见的几个测量不准的原因
原因通常有3个:
1、校准失败或者探头长时间磨损造成的参数变化。针对第一种原因,可直接在仪表附赠的标准基体上执行用户校准。我们先在铁基上进行用户校准,快捷键长按右键进入用户校准,根据界面提示操作,压紧探头,听到“嘀”声后,抬起10cm以上,听到第二声“嘀”声,校准完成。相同的操作在铝基上再进行一次,校准完成后,我们再测一下,数据为0,表示用户校准成功。这个时候再去测量,数据就是正常的。

2、待测基体材质与出厂校准的标准材质有较大差异。
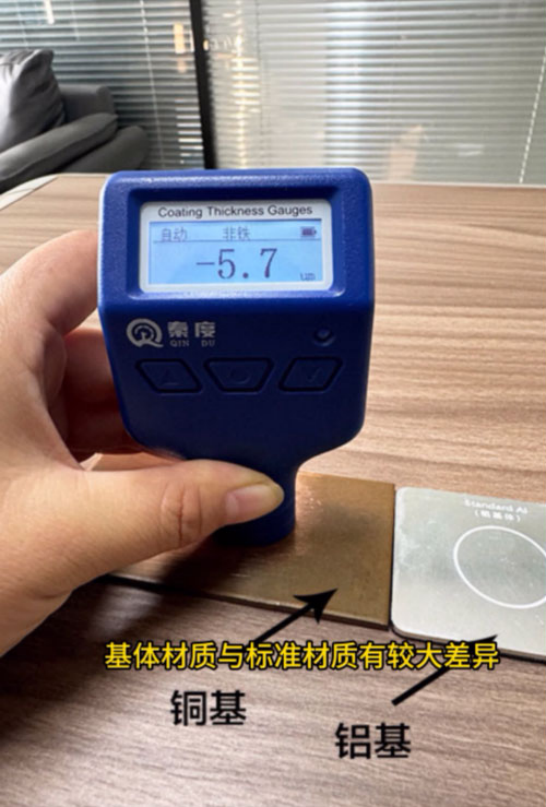
3、待测基体厚度不满足测量要求。

针对第二种和第三种原因,需按相同校准步骤在新的待测裸基体上完成用户校准。
温馨提示:针对精准度要求严苛的使用场景,使用前在待测裸基体上进行用户校准可以更好的保障精度。
三、其它影响因素
1、基体金属磁性质
磁性法测厚受基体金属磁性变化的影响(在实际应用中,低碳钢磁性的变化可以认为是轻微的),为了避免热处理和冷加工因素的影响,应使用与试件基体金属具有相同性质的标准片对仪器进行校准;亦可用待涂覆试件进行校准。
2、基体金属电性质
基体金属的电导率对其厚度的测量结果具有直接影响,该电导率取决于材料成分及热处理工艺。为消除此影响,需采用与试件基体金属电学性质一致的标准片对测量仪器进行校准。
3、基体金属厚度
每种测厚仪均设有一个基体金属的临界厚度值。当实际厚度超过该值时,基体金属的厚度变化将不影响测量准确性。本仪器的具体临界厚度值详见产品说明书。
4、边缘效应
该仪器的测量结果易受试件表面形状突变的影响,因此在靠近边缘或内转角等位置进行测量并不可靠。
5、曲率
测量结果受试件曲率的影响,且随着曲率半径减小,这种影响显著增强。因此,在弯曲试件的表面进行测量的可靠性较低。
6、试件的变形
测头可能引起软质覆盖层试件变形,导致此类试件上的测量数据可靠性降低。
7、表面粗糙度
基体金属与覆盖层的表面粗糙度会影响测量精度,且粗糙度越大,影响越显著。粗糙表面会同时引入系统误差和偶然误差。为降低偶然误差,应在不同位置增加测量次数。若基体金属本身粗糙,则需采取以下方法之一校准仪器零点:一是在与基体粗糙度相近的未涂覆试样上选取多个位置进行零点校准;二是使用不腐蚀基体金属的溶液去除覆盖层后,再进行零点校准。
8、磁场
周边电气设备产生的强磁场会严重干扰磁性测厚法的测量准确性。
9、附着物质
本仪器对附着于覆盖层表面、影响测头紧密接触的物质较为敏感。为确保测头与试件表面直接可靠接触,必须事先清除此类附着物。
10、测头压力
测量时施加在测头上的压力会影响读数,因此需保持压力恒定以确保结果一致。
11、测头的取向
测头的放置方式会影响测量结果。测量时应保持测头与试样表面垂直。
下一篇:没有了,返回列表!